AE-Based Monitoring System for Pipe Equipment Wear, Corrosion, and Tear Detection
[ Field Issue ]
Problem
Needs
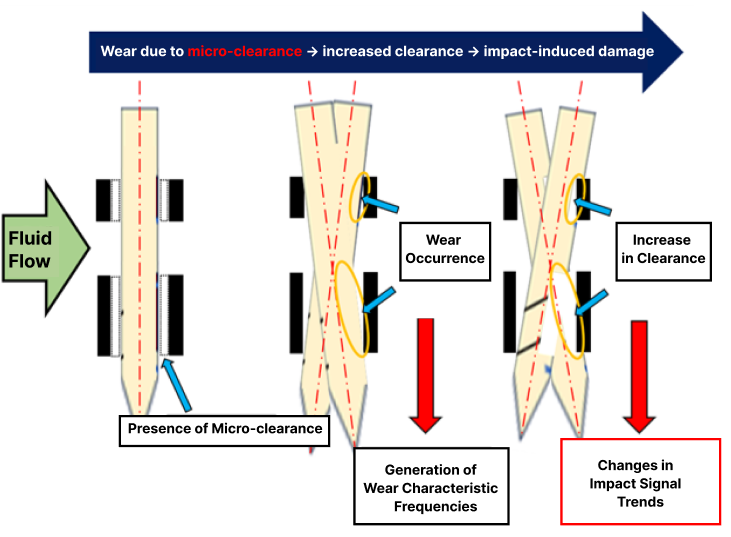
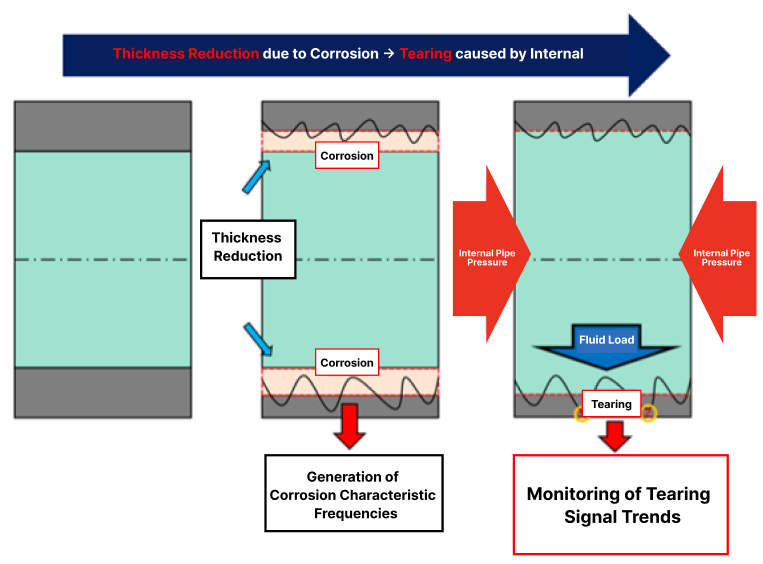
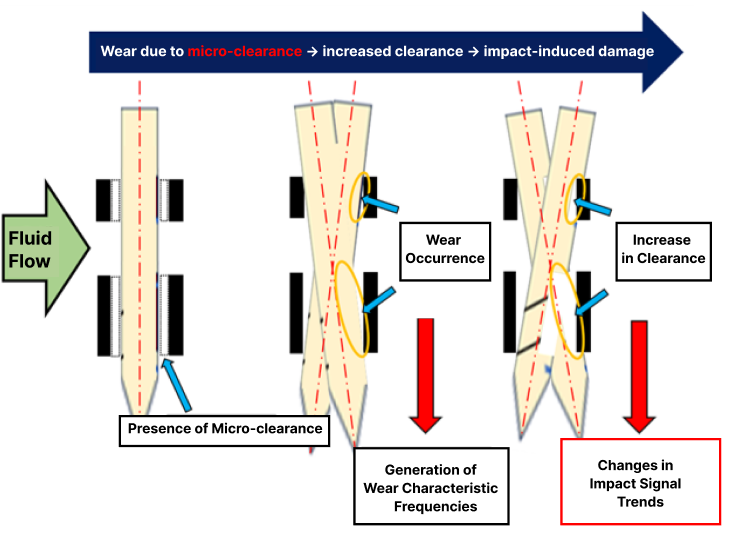
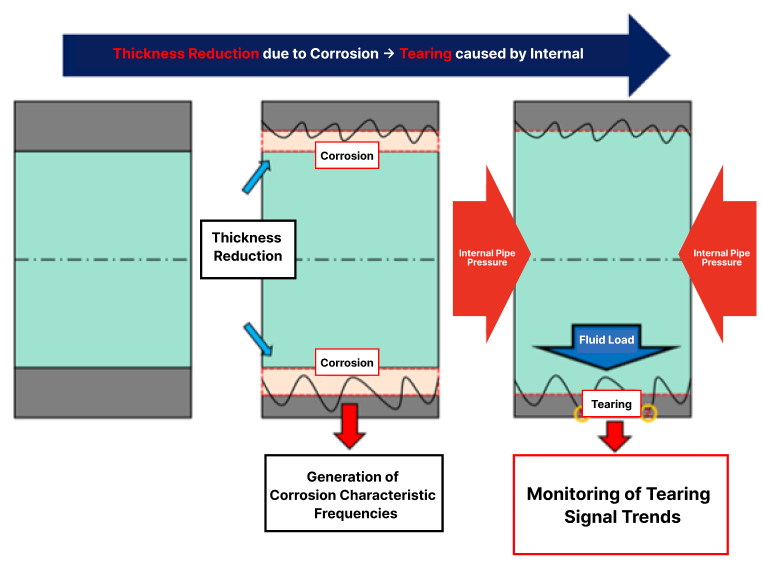
Micro clearance from pipe wear/corrosion leads to tearing
Real-time detection of wear/corrosion state
Periodic inspection-based replacement causes unplanned stops & inefficiency
Optimal replacement timing via AE signal analysis
Target pipe equipment accumulates wear/corrosion from micro clearance, leading to tearing and unplanned shutdowns.
Periodic inspection-based replacement has response limits — real-time AE-based detection and optimal replacement timing system is needed
[ Pre-Test ]
Testbed Test
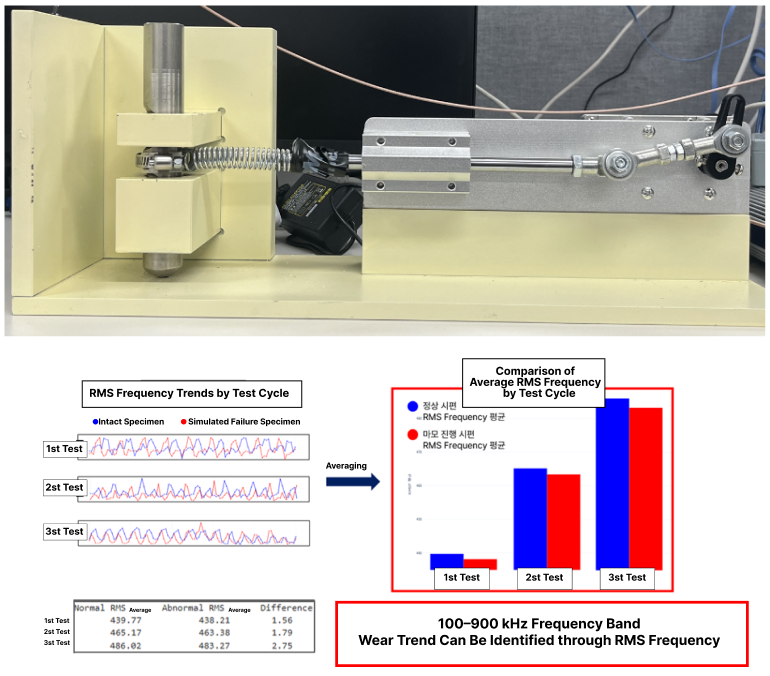
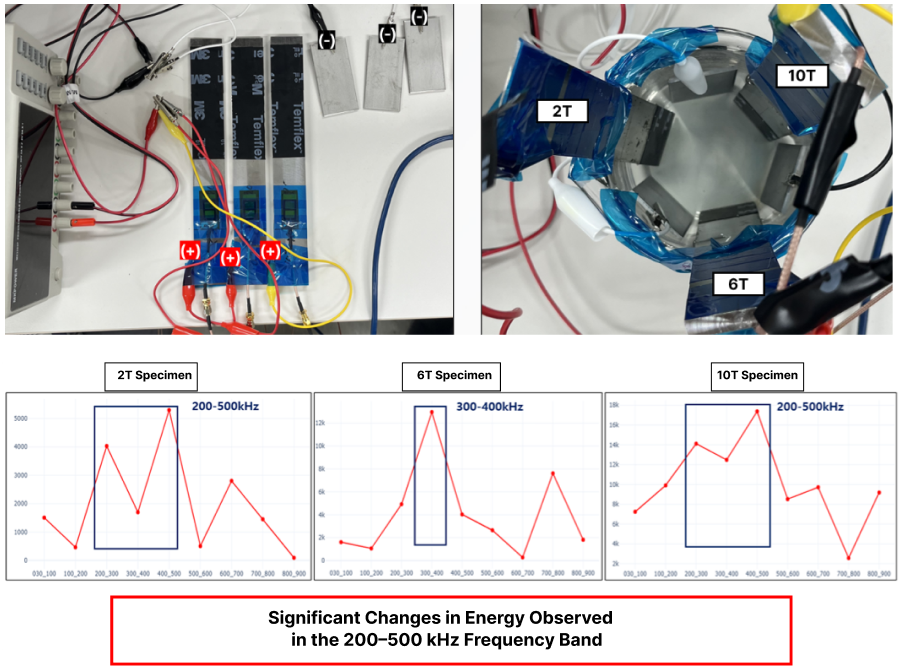
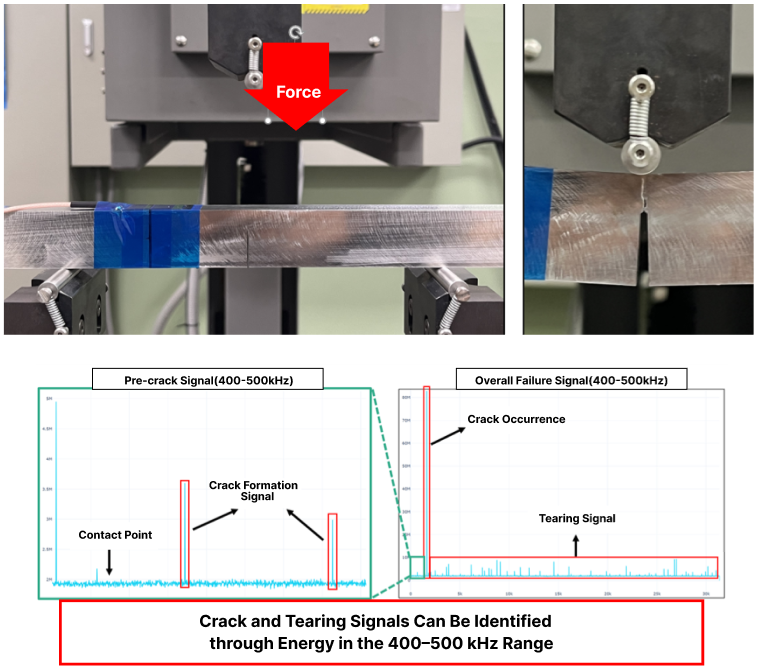
Replicated field issues on testbed, confirming abnormal data for wear, corrosion, and tear states can be distinguished
[ Verification & Application ]
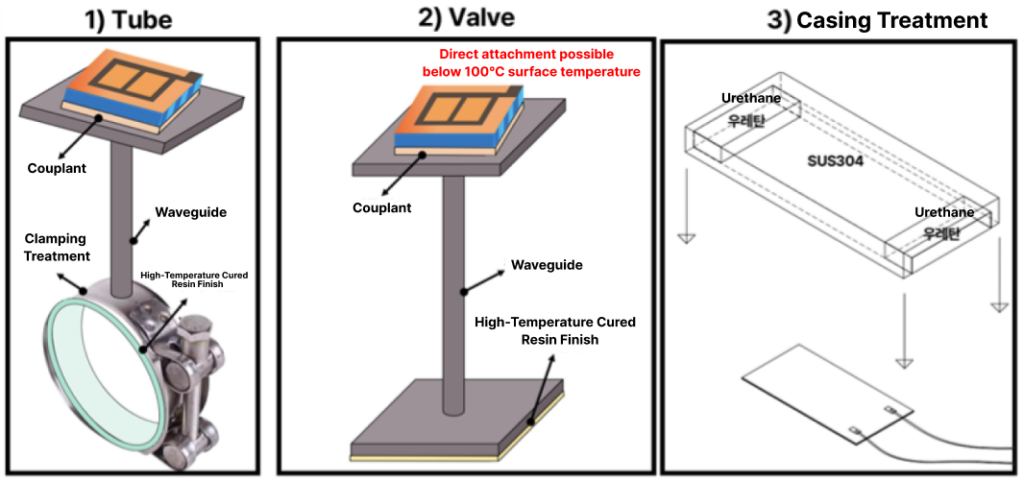
Actual photos replaced with substitute images due to confidentiality. Field sensor installation and monitoring began Nov 2025
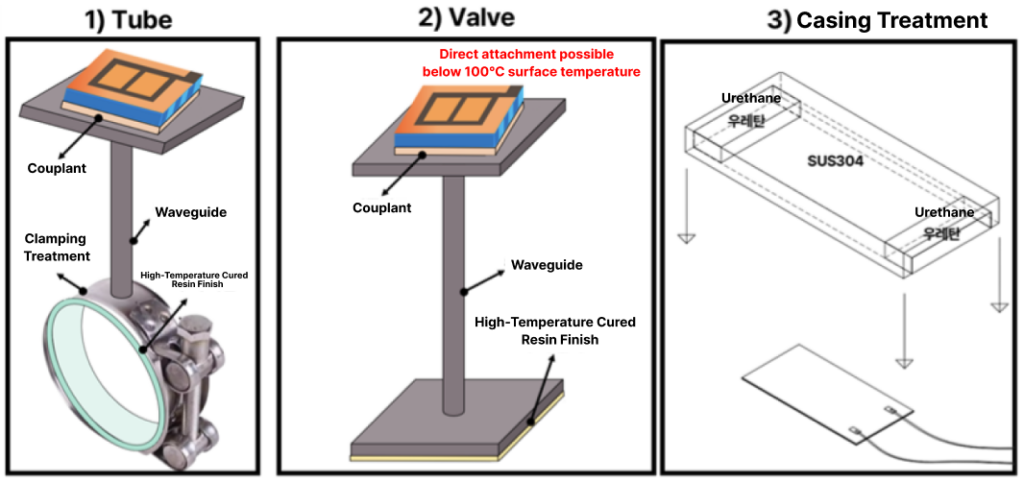
Since TUBE and VALVE operate above 200°C, direct sensor attachment was impossible — wave guide-based attachment was used instead, with explosion-proof cases installed considering the hazardous area

During operation, real-time monitoring pre-detected anomaly signals, enabling planned maintenance — preventing unplanned downtime and ensuring production continuity
AE-Based Monitoring System for Pipe Equipment Wear, Corrosion, and Tear Detection
[ Field Issue ]
Target pipe equipment accumulates wear/corrosion from micro clearance, leading to tearing and unplanned shutdowns
Periodic inspection-based replacement has response limits — real-time AE-based detection and optimal replacement timing system is needed
Problem
Need
Micro clearance from pipe wear/corrosion leads to tearing
Real-time detection of wear/corrosion state
Periodic inspection-based replacement causes unplanned stops & inefficiency
Optimal replacement timing via AE signal analysis
[ Pre-Test ]
Testbed Test
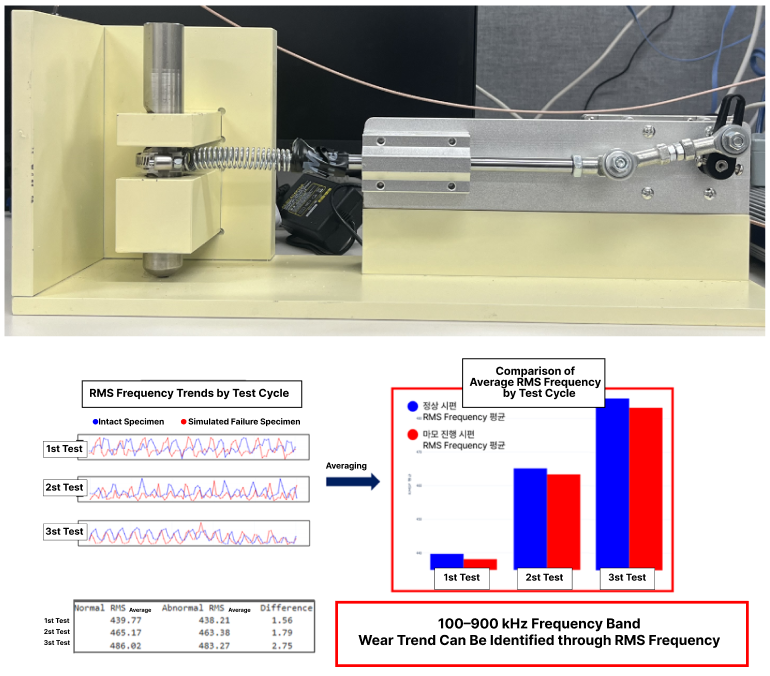
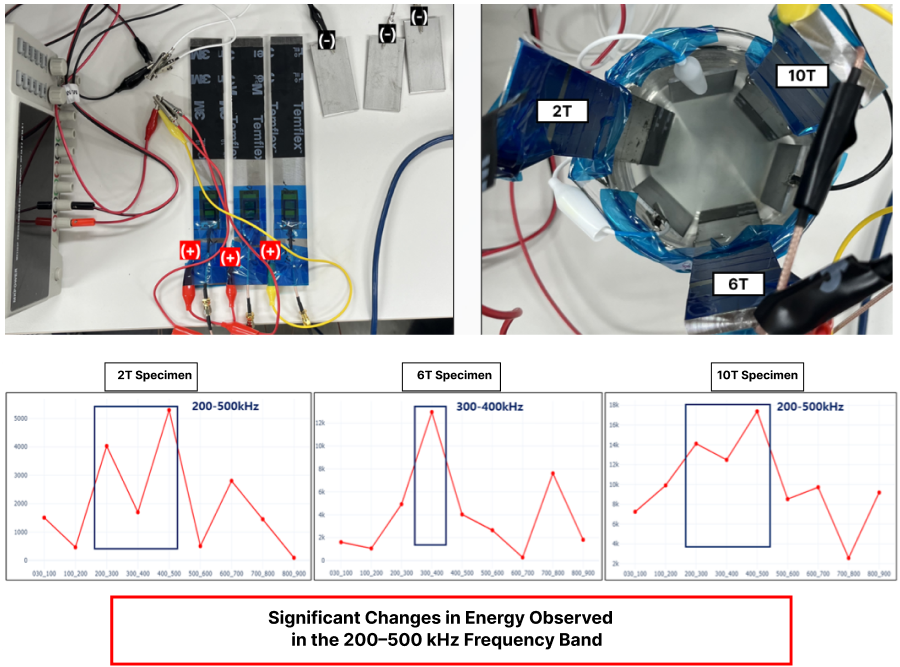
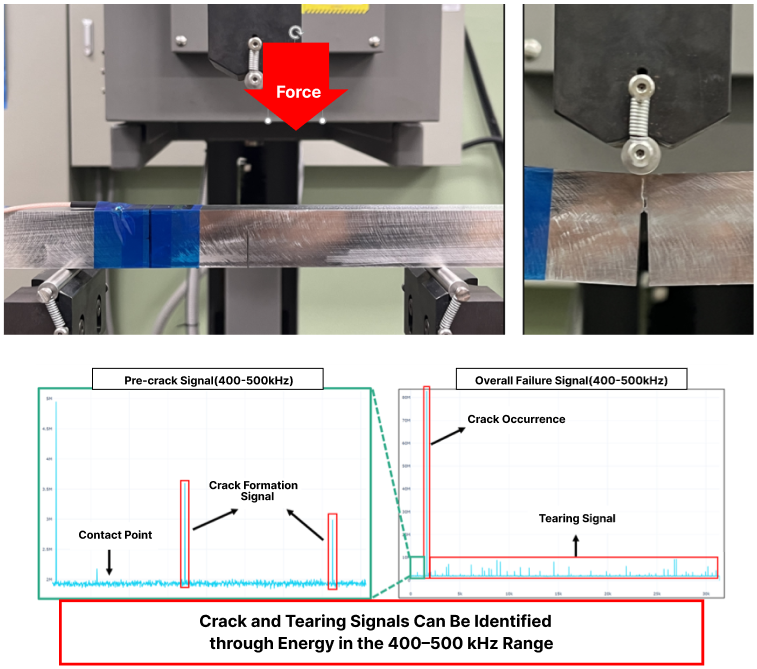
Replicated field issues on testbed, confirming abnormal data for wear, corrosion, and tear states can be distinguished
[ Verification & Application ]
Actual photos replaced with substitute images due to confidentiality. Field sensor installation and monitoring began Nov 2025
Since TUBE and VALVE operate above 200°C, direct sensor attachment was impossible — wave guide-based attachment was used instead, with explosion-proof cases installed considering the hazardous area
